
TBI滾珠絲桿的故障是多種多樣的,沒有固定的模式。有些故障是漸進式故障,應該有一個發展過程,隨著使用時間的增加越來越嚴重;有時是突發性故障,一般沒有明顯的征兆,而突發性,這種故障是各種不利因素和外界作用而共同產生的。所以通過正確的檢測來確定真正的故障原因,是快速準確維修的前提。
TBI滾珠絲杠螺母副及支撐系統間隙檢測及維修
數控機床出現反向誤差大,定位精度不穩定,十字象限出現刀痕時,首先要檢查絲桿系統有無間隙。檢測方法是:用表盤測量帶滾珠一端的絲桿中心孔,測量絲桿軸向竄動,再用表盤測量工作臺的運動。將絲桿前后轉動,觀察兩個表盤上反射的數值,根據數值的不同變化確定故障位置。
TBI絲桿絲桿支撐間隙檢測及維修
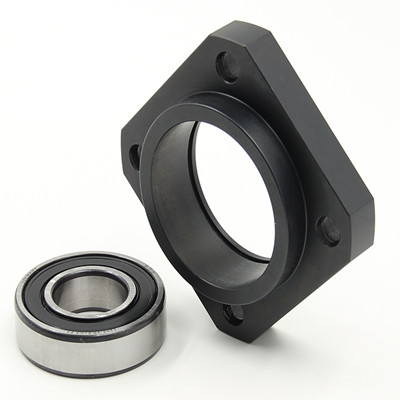
當絲杠在正負兩個方向旋轉時,如果用于測量絲杠的千分表不振蕩,說明絲杠不動。如果刻度盤指針擺動,絲杠有竄槽現象。千分表的最大測量值與最小測量值的差是絲杠的軸向竄距。此時我們需要檢查支撐軸承的后蓋是否鎖緊,支撐軸承是否磨損,預緊軸承墊圈是否合適。如果軸承沒有問題,只需重新安裝預裝墊圈即可。如果軸承損壞,用預緊墊圈更換軸承,擰緊后蓋。絲桿的軸向運動主要取決于支承軸承預緊墊圈的精度。絲桿安裝精度是理想狀態,沒有正、負間隙,支承軸承應該有大約0.02mm的干涉。
上一篇:TBI滾珠絲桿與直徑導程的關系
下一篇:TBI絲桿螺帽的分類