



優勢特點:螺母旋轉型TBI滾珠絲桿RFSY1616-1.8螺母自動潤滑系統往往堵塞, 不能自動潤滑。可以在軸承、螺母中加入耐高溫、耐高速的潤滑脂就可以解決問題。潤滑脂能保證軸承、螺母正常運行數年之久
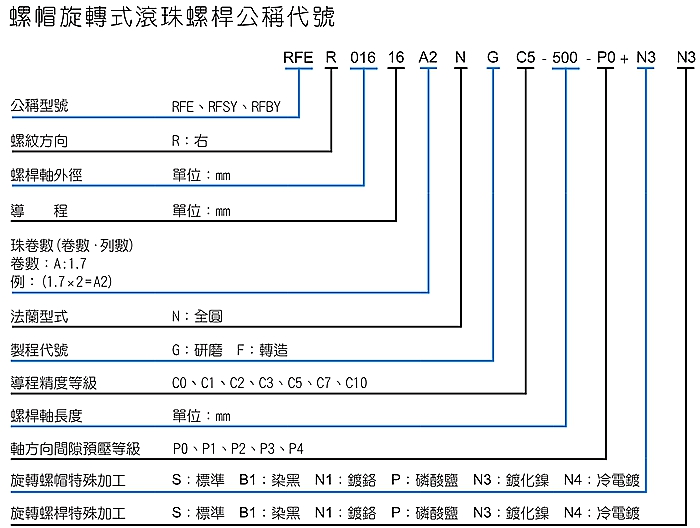
螺帽旋轉式TBI滾珠絲桿是在螺帽的外徑上裝上專用的軸承外套使之運轉動作,通過讓螺帽旋轉或停止的運作,只用一根軸就能夠進行2種(旋轉、螺旋)模式的運動。旋轉式滾珠花鍵則是在花鍵外筒的外徑上裝上專用的軸承外套,使之運轉動作。通過讓外筒旋轉或停止的運作,只用一根軸就能夠進行2種(旋轉、直線)模式的運動。旋轉式滾珠絲桿花鍵則可通過讓螺帽/外筒旋轉或停止的運作,只用一根軸就能夠進行3種(旋轉、螺旋、直線)模式的運動。適用于水平多關節機械手臂(SCARA)、產業用機器人、自動裝載機、雷射加工機、搬送裝置、機械加工中心的ATC裝置等,最適合在旋轉運動與直線運動的組合裝置上使用。
◆旋轉方向零間隙/高定位精度;
【滾珠絲桿的兩種故障實例分析】
故障一 機床機械抖動
故障現象:某數控車床在Z向移動時有明顯的機械抖動。
故障分析:該車床在在Z向移動時,明顯感受到機械抖動。在檢查系統參數無誤后,將Z軸電機卸下,單獨轉動電動機,電動機運行平穩。用手轉動絲杠,振動手感明顯。拆下Z軸絲杠防護罩,發現滾珠絲桿上有很多小鐵屑及臟物,初步判斷為絲杠故障引起的機械抖動。拆下滾珠絲杠副,打開絲杠螺母,發現螺母反向器內有很多小鐵屑及臟物,造成鋼珠運轉不流暢,用煤油認真清洗,清除雜物,重新安裝,調整好間隙。此時,故障排除。
故障二 機床交流伺服出現報警
故障現象:某臥式加工中心,手動操作Y軸時,Y軸有振動和異常響聲,系統屏幕出現400號報警。
故障分析:這種報警開始是一天或幾天報警一次,后來是每隔幾個小時都有報警。該機床是FANUC系統的,400號報警表示伺服電機或伺服放大器過熱,用電流表檢查發現Y軸負荷電流很大,通過交換法,發現系統、驅動、電機并沒有壞;檢查Y軸機械部分,發現Y軸滾珠絲杠軸承發燙,用手轉動絲杠,絲杠的阻力很大,然后加點潤滑油再轉動絲杠(滾珠絲杠潤滑油脂),發現絲杠阻力小多了,最終判斷是絲杠潤滑不夠引起的故障。打開控制油泵的PLC程序,發現PLC程序編寫的是每次開機的時候給油泵潤滑一次;修改PLC程序,給油泵每小時潤滑一次。此時,故障消除。
螺母旋轉型TBI滾珠絲桿RFSY1616-1.8螺母自動潤滑系統往往堵塞, 不能自動潤滑。可以在軸承、螺母中加入耐高溫、耐高速的潤滑脂就可以解決問題。潤滑脂能保證軸承、螺母正常運行數年之久
精度規格:
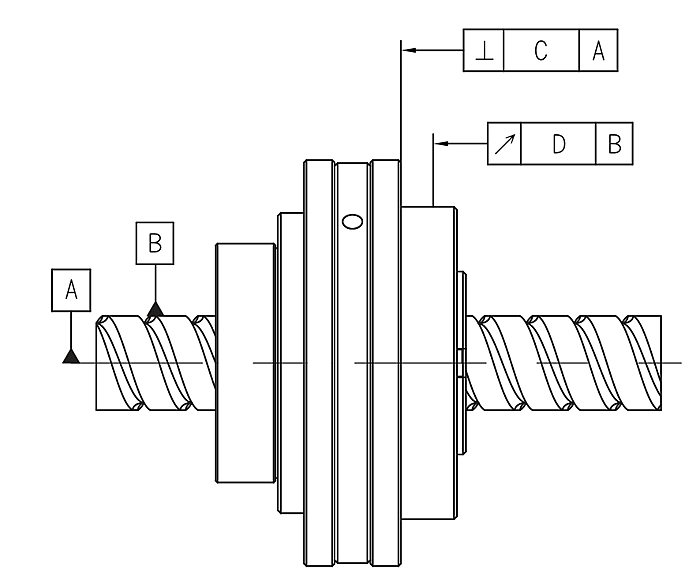
除了滾珠桿螺桿螺帽對螺桿軸線的半徑方向圓周偏差(D)和法蘭安裝面對螺桿軸線的直角度(C)之外?RFSY型的精度以J1S規格(JISB1192-1997)為基準。
| 導程精度 | 轉造C7 | 轉造C10 | 研磨C7 | 研磨C5 | 研磨C3 | |||||
| 型號 | C | D | C | D | C | D | C | D | C | D |
| RFSY01616 | 0.035 | 0.065 | 0.035 | 0.065 | 0.023 | 0.035 | 0.016 | 0.020 | 0.013 | 0.017 |
| RFSY02020 | 0.035 | 0.065 | 0.035 | 0.065 | 0.023 | 0.035 | 0.016 | 0.020 | 0.013 | 0.017 |
| RFSY02525 | 0.035 | 0.065 | 0.035 | 0.065 | 0.023 | 0.035 | 0.018 | 0.024 | 0.015 | 0.020 |
| RFSY03232 | 0.035 | 0.065 | 0.035 | 0.065 | 0.023 | 0.035 | 0.018 | 0.024 | 0.015 | 0.020 |
| RFSY04040 | 0.046 | 0.086 | 0.046 | 0.086 | 0.026 | 0.046 | 0.021 | 0.033 | 0.018 | 0.026 |
注:RFSY與RFBY精度規格相同,選擇RFBY精度可按上表參考。
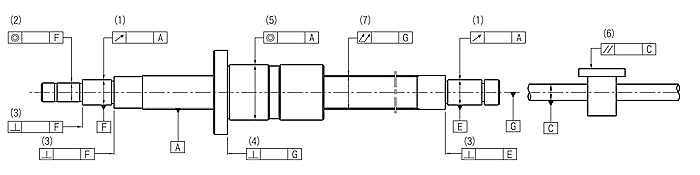
TBI滾珠螺桿的安裝部位之精度?其必要項目如下
(1)相對于螺紋溝面的軸線A?測定螺桿支持部位的半徑方向周偏擺值.
(2)相對于螺桿支持部位的軸線F,測定零件安裝部位的同軸度。
(3)相對于螺桿軸支部位的軸線E,測定支持立的端面的直角度。
(4)相對于螺桿軸線G?測定螺閨的基準面或法的安裝面的直角度。
(5相對于冢桿軸線A,測定螺帽外緣圓周(圓筒型)的同軸度。
(6)相對于螺桿軸線C?測定螺帽外緣(平頭型安裝面)的平行度。
(7)螺桿軸線的半徑方向的總偏擺值.
(7)螺桿軸線的半徑方向的總偏擺值.
在此所述之精度項目是以JISB11911192為基準.
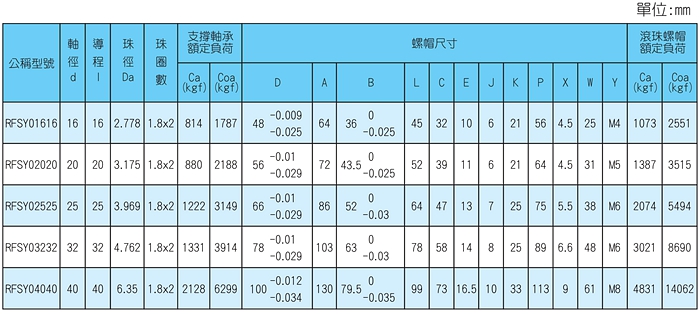
絲桿尺寸表

滾珠螺桿的安裝部位之精度?其必要項目如下
(1)相對于螺紋溝面的軸線A?測定螺桿支持部位的半徑方向周偏擺值.
(2)相對于螺桿支持部位的軸線F,測定零件安裝部位的同軸度。
(3)相對于螺桿軸支部位的軸線E,測定支持立的端面的直角度。
(4)相對于螺桿軸線G?測定螺閨的基準面或法的安裝面的直角度。
(5相對于冢桿軸線A,測定螺帽外緣圓周(圓筒型)的同軸度。
(6)相對于螺桿軸線C?測定螺帽外緣(平頭型安裝面)的平行度。
(7)螺桿軸線的半徑方向的總偏擺值.
(7)螺桿軸線的半徑方向的總偏擺值.
在此所述之精度項目是以JISB11911192為基準.
絲桿尺寸表





