



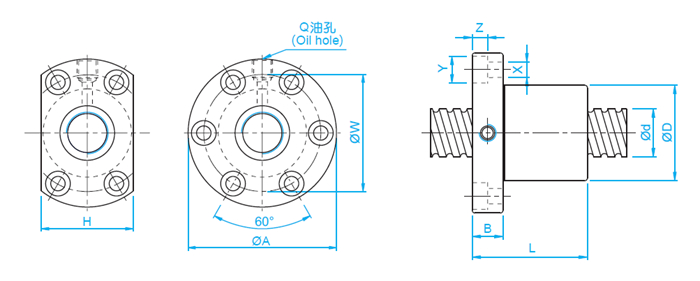
優(yōu)勢特點(diǎn):臺灣TBI高防塵絲桿SFIR205T,直徑為20mm,導(dǎo)程為5.08mm,螺母對稱安裝孔的距離為45mm. 車削細(xì)長軸時,由于工件剛性差,刀具幾何形狀對工件產(chǎn)生的振動非常敏感。
|
型號 |
軸 徑 d |
導(dǎo) 程 I |
珠 徑 Da |
螺帽尺寸 |
動額定 負(fù)荷 Ca |
靜額定 負(fù)荷 Coa |
剛性 kgf/ μm |
||||||||||||||||
| D | A | B | L | W | H | X | Y | Z | Q | n | |||||||||||||
| SFI0205T-4 | 20 | 5.08 | 3.175 | 34 | 57 | 11 | 51 | 45 | 40 | 5.5 | 9.5 | 5.5 | M6 | 1x4 | 1550 | 3875 | 39 | ||||||
臺灣TBI高防塵絲桿SFIR205T校直
臺灣TBI高防塵絲桿SFIR205T校直一般分冷校和熱校兩種,視工藝要求和坯料情況而定。
1.熱校。通常在兩種情況下采用熱校直。一是在熱處理后進(jìn)行(絲杠一般進(jìn)行調(diào)質(zhì)處理),以消除粗加工和熱處理中所產(chǎn)生的彎曲變形。其方法是在工作件熱處理后,當(dāng)工作件冷卻到一定程度時,檢查工件變形大小,如超過圖樣技術(shù)要求,需進(jìn)行校直,一般在手壓床上進(jìn)行,校到工藝要求以內(nèi)。這樣校直,工件不易回彈,保證工作精加工之后的質(zhì)量。另一種熱校方法是在半精加工后進(jìn)行,其方法是將半精加工后的工件校直后,在一定溫度的油池內(nèi)浸泡,使工件校直過程中的應(yīng)力得到消除,工件內(nèi)部組織穩(wěn)定,精加工之后不易再變回去(恢復(fù)到校直前的狀態(tài)),使工件精加工后的精度得以長期保持。此方法一般用于精度要求較高的絲杠。
2.冷校。冷校也存在以下兩種情況:一是在粗車前絲杠毛坯料的校直,以保證粗車后車圓;一是螺紋粗車后,在半精車或精車螺紋前進(jìn)行。其作用和熱校直相同,保證加工順利進(jìn)行和提高絲杠加工后的幾何精度。冷校直的方法有兩種,通常采取的方法是在手壓床上進(jìn)行,毛坯料校直是在手壓床工作臺上墊兩個等高的V形鐵支承工件。半成品校直則用手壓床的兩優(yōu)秀頂住絲杠的中心孔支承。這種方法是用百分表找到絲杠彎曲部分的高點(diǎn),用壓床的壓頭直接壓高點(diǎn)(壓半成品時中間需墊木板),使工件產(chǎn)生塑性變形,使變曲度控制在工藝要求范圍內(nèi)。這種方法校直的工件,在經(jīng)過精加工或熱處理后,工件有可能會反彈回去,即全部或部分恢復(fù)到校直前的狀態(tài),造成工件精加工后的精度喪失,影響產(chǎn)品質(zhì)量五、切削方式的改變
臺灣TBI高防塵絲桿SFIR205T,直徑為20mm,導(dǎo)程為5.08mm,螺母對稱安裝孔的距離為45mm. 車削細(xì)長軸時,由于工件剛性差,刀具幾何形狀對工件產(chǎn)生的振動非常敏感。
上一篇:SFIR2005
下一篇:SFIR2504









