



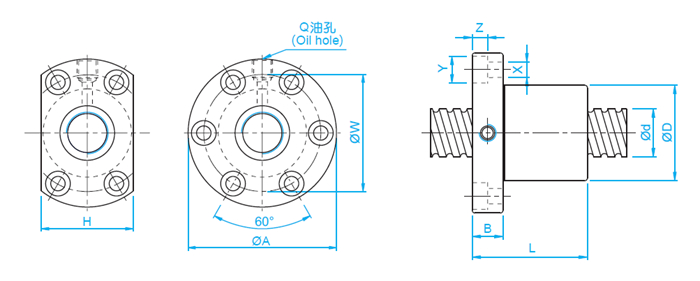
優勢特點:臺灣TBI高防塵絲桿SFIR3210,直徑為32mm,導程為10mm,螺母對稱安裝孔的距離為70mm.滾珠絲杠加工精度高于滑動絲杠,其工藝過程分五個階段:預熱處理、粗加工、半精加工、精加工和終加工階段。
|
型號 |
軸 徑 d |
導 程 I |
珠 徑 Da |
螺帽尺寸 |
動額定 負荷 Ca |
靜額定 負荷 Coa |
剛性 kgf/ μm |
||||||||||||||||
| D | A | B | L | W | H | X | Y | Z | Q | n | |||||||||||||
| SFI03210-4 | 32 | 10 | 6.35 | 54 | 88 | 15 | 90 | 70 | 62 | 9 | 14 | 8.5 | M8 | 1x4 | 4805 | 12208 | 62 | ||||||
TBI滾珠絲桿SFIR3210副對坐標定位精度的影響
TBI滾珠絲桿SFIR3210副的精度,主要是指螺距誤差和間隙誤差,它們屬于一階誤差。
為了彌補絲杠副的螺距誤差和間隙誤差,就要利用NC系統所具有的螺距誤差補償機能和反向間隙補償機能。
螺距誤差補償是指按一定間距測定定位誤差值,并在某一累積誤差值處補以指令脈沖,以使它能夠消除或減少該處的累積誤差值。
為了便于觀察和分析,一般都要畫出定位精度變化曲線,并根據其變化趨勢,確定補償脈沖數和方向(加或減)。
TBI滾珠絲杠SFIR3210是精密傳動元件,廣泛應用于數控機床。滾珠絲杠加工精度高于滑動絲杠,其工藝過程分五個階段:預熱處理、粗加工、半精加工、精加工和終加工階段。絲杠螺紋表面由兩段圓弧組成,精磨時的砂輪用特殊修正器修正。為消除內應力,安排四次熱處理工序。
TBI滾珠絲杠SFIR3210是精密傳動元件,廣泛應用于數控機床。滾珠絲杠加工精度高于滑動絲杠,其工藝過程分五個階段:預熱處理、粗加工、半精加工、精加工和終加工階段。絲杠螺紋表面由兩段圓弧組成,精磨時的砂輪用特殊修正器修正。為消除內應力,安排四次熱處理工序。
上一篇:SFIR3205
下一篇:SFIR4005









