



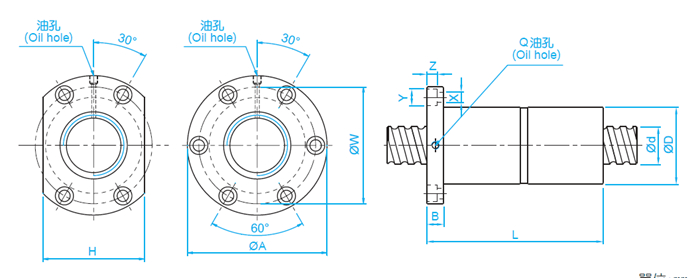
優勢特點:臺灣TBI高防塵絲桿DFVR2510,直徑為25mm,導程為10mm,螺母對稱安裝孔的距離為84mm.軋制屬于批量制造,磨制屬于精確制造,前者的生產效率遠遠高于后者,但是前者的制造設備成本也遠遠高于后者。
|
型號 |
軸 徑 d |
導 程 I |
珠 徑 Da |
螺帽尺寸 |
動額定 負荷 Ca |
靜額定 負荷 Coa |
剛性 kgf/ μm |
||||||||||||||||
| D | A | B | L | W | H | X | Y | Z | Q | n | |||||||||||||
| DFV02510-2.7 | 25 | 10 | 6.35 | 68 | 102 | 15 | 130 | 84 | 82 | 9 | 14 | 8.5 | M8 | 2.7x1 | 3040 | 6547 | 49 | ||||||
加工絲桿DFVR2510螺母的工序
在絲桿加工中心中有一臺車床是專門加工螺母滾道的。工序是這樣的:首要先運用復合機床將螺母的粗加工結束,包括反向器孔、外圓端面的粗車、滾道的粗車,然后將工件拿去熱處理,終究放到一臺精車機床上硬車軌道和螺母的外圓、端面(不加切削液),這樣做的螺母滾道光潔度可以抵達0.2到0.4,不會比通常方法磨削的差。
選用這種技能的最大的利益是:可以加工大導程的螺母,它不受磨桿干與的束縛,其次這種技能省錢,不需要金剛滾輪。做精車加工的時分,首要將工件以恣意角度裝到主軸的液壓卡盤上,然后用工件測量探頭轉過來并伸到TBI絲桿螺母的滾道中測量一下滾道的方位,然后加工。先車工件的外圓和端面,然后換一把螺紋車刀硬車滾道,終究結束工件的加工。加工功率并不是特別高,比磨削技能要高一些。
在粗車螺紋滾道時運用的是規范的合金刀片,運用數控系統插補的方法將滾道的傾斜角一刀刀車成需要的角度,而且速度很快,主軸轉速1500轉/分,車直徑21.1的滾道,進給速度15米/分鐘,車削30刀結束,這樣可以大大縮短上銀絲桿螺母加工的準備時間。
TBI 滾珠絲桿DFVR2510屬于高精密機械部件,每一點細小的差別都可能造成機械的損傷,選用時一定要嚴謹對待,最好有詳細圖紙。
臺灣TBI高防塵絲桿DFVR2510,直徑為25mm,導程為10mm,螺母對稱安裝孔的距離為84mm.軋制屬于批量制造,磨制屬于精確制造,前者的生產效率遠遠高于后者,但是前者的制造設備成本也遠遠高于后者。
TBI 滾珠絲桿DFVR2510屬于高精密機械部件,每一點細小的差別都可能造成機械的損傷,選用時一定要嚴謹對待,最好有詳細圖紙。
臺灣TBI高防塵絲桿DFVR2510,直徑為25mm,導程為10mm,螺母對稱安裝孔的距離為84mm.軋制屬于批量制造,磨制屬于精確制造,前者的生產效率遠遠高于后者,但是前者的制造設備成本也遠遠高于后者。
上一篇:DFVR2508
下一篇:DFVR3204







