


優勢特點:TBI絲桿支撐座FK系列安裝方法,一般情況下是軸旋轉的情況居多,因此內圈與軸的配合為過贏配合,軸承外圈與軸承室的配合為間隙配合.TBI絲杠軸承座只有與軸和軸承座正確的配合,才能充分發揮它的功能。配合面過盈量不足會造成套圈向圓周方向蠕變。并且也有可能使磨損粒進去軸承,造成振動、過熱和滾道磨損。

傳統的方法一般采用堆焊后機加工來進行修復,而堆焊會使部件表面達到很高溫度,造成部件變形或產生裂紋,通過機加工獲取尺寸造成停機時間的大大延長。而TBI滾珠絲杠支撐座采用高分子復合材料進行現場修復,既無熱影響,修復厚度也不受限制,產品所具有的耐磨性及金屬材料不具備的退讓性,確保修復部位百分百的接觸配合,降低TBI滾珠絲杠支撐座的沖擊震動,避免磨損的可能性。現場修復,避免機加工的方法。
一般只需四步:
1.表面處理,將需修復TBI絲桿支撐座表面除油污、除潮氣;
2.調和修復材料;
3.涂抹材料,將材料均勻的涂抹在軸承座修復部位,填充結實;
4.等待材料固化,可適當加熱材料表面加速材料固化。
一般的TBI絲桿支撐座軸承室磨損在3-6小時即可修復完成,操作簡單易學、無需特殊設備和專門訓練、相比激光焊、冷焊等技術省時省力,費用僅為一般修復費用的1/5-1/10,現場修復更是減少了設備維修時間和運輸費用。
TBI滾珠絲杠支撐座為了防止這種蠕變,可以給承受回轉載荷的圈套提供足夠的過盈量。在低載荷的情況下使用薄壁型軸承時,應該用螺母固定住。承受靜載荷的TBI滾珠絲杠支撐座套圈一般不需要過盈配合。在使用時有很大振動的時候,內外圈才都需要過盈安盈安裝。

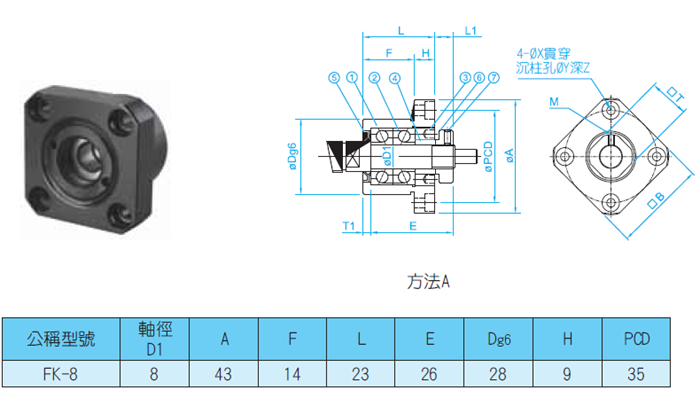
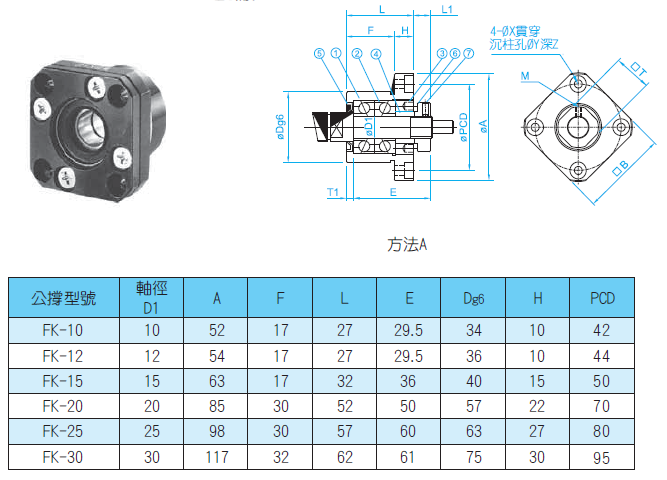

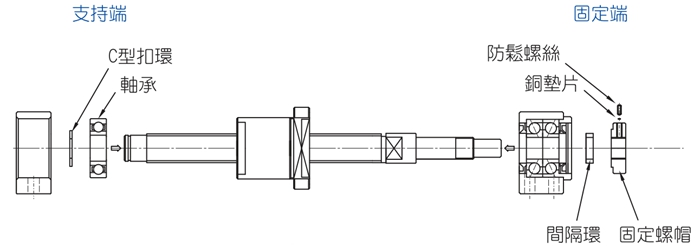
1.固定端螺桿支撐座與螺桿組合。
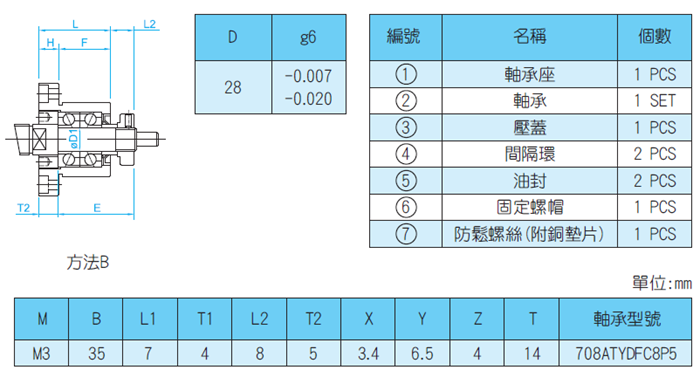
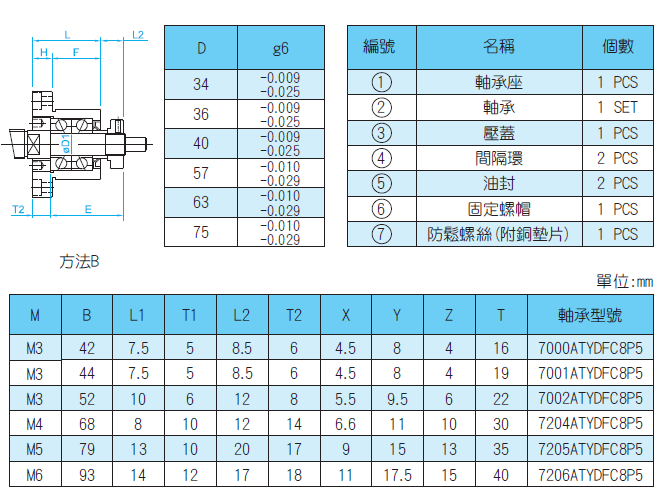
2.固定端螺桿支撐座與間隔環放入螺桿后,用所附的螺帽鎖緊,再將六角止付螺絲固定,在固定前,先將內附的銅片置入螺帽中固定。
3.支持端螺桿支撐座,將軸承放入螺桿內,并以C型扣環固定。

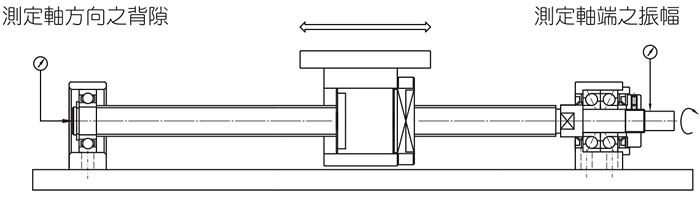
測量螺桿與支撐座的固定端以及螺桿支撐座的支持端。

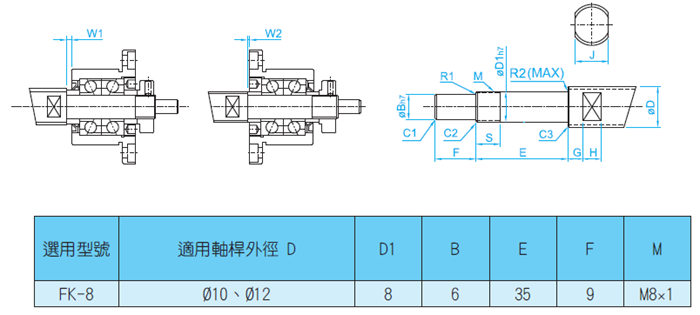
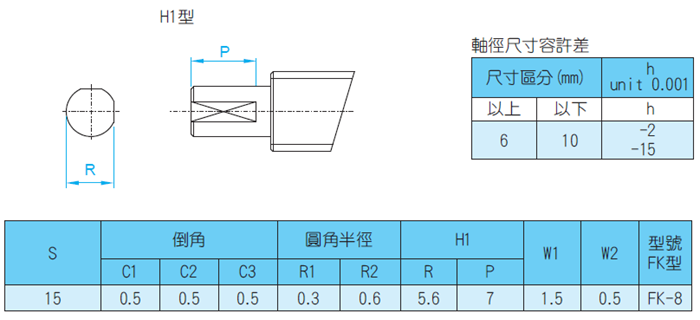
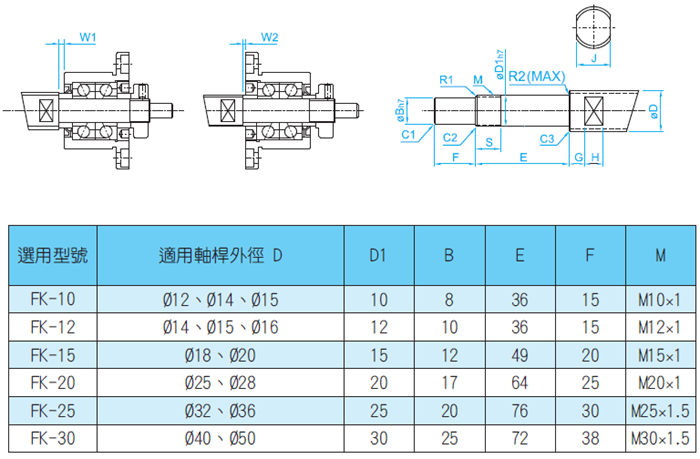
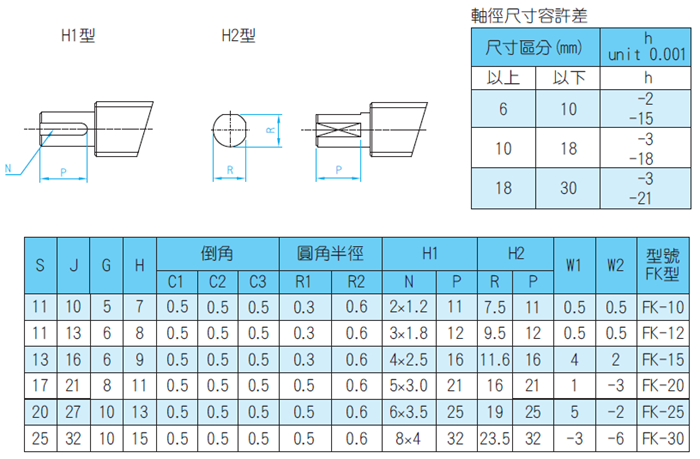

FK8 FK10 FK12 FK15 FK20 FK25 FK30
上一篇:TBI絲桿支撐座EF系列
下一篇:TBI絲桿支撐座FF系列










