



優勢特點:臺灣TBI滾珠花鍵RLBF016花鍵加工可能存在的問題:鍵寬尺寸超差:產生原因主要是用單刀銑削時,切削位置調整不準或者刀具端面刃跳動量過大。可以通過準確調整銑刀切削位置,更換墊圈,重新安裝銑刀的方式進行改善。
螺帽旋轉式滾珠螺桿是在螺帽的外徑上裝上專用的軸承外套使之運轉動作,通過讓螺帽旋轉或停止的運作,只用一根軸就能夠進行2種(旋轉、螺旋)模式的運動。
花鍵的定心與配合
1)花鍵有三種定心方式:齒側定心,大徑定心和小徑定心。齒側定心時,扭矩的傳遞和內外花鍵的對中都是由花鍵的齒面所提供。此時外花鍵的大徑比內花鍵的大徑小 0.1M(M為花鍵的模數),外花鍵的小徑比內花鍵的小徑小0.1M。內外花鍵的對中精度取決于內花鍵的齒槽寬和外花鍵的齒厚的精度等級。內花鍵的小徑公差可取H11,外花鍵的公差大徑可取h11。
大徑定心時,扭矩的傳遞是由齒側完成的。內外花鍵的對中是由各自的大徑決定的。此時外花鍵的大徑公差可取h6,內花鍵的大徑公差可取H7,內位花鍵的大徑基本尺寸取自參考尺寸dB。大徑公差需在生產制造時嚴格保證。
小徑定心時扭矩的傳遞是也是由齒側完成的。內外花鍵的對中是由各自的小徑決定的。此時外花鍵的小徑公差可取h6,內花鍵的小徑公差可取H7。小徑公差需在生產制造時嚴格保證。
花鍵聯接中對于內外花鍵對中性要求較高時,可優先考慮采用大徑定心,外花鍵的大徑可以很好的保證h6
的公差,而內花鍵一般采用拉花鍵的工藝制造(對于內花鍵是通花鍵來說的)也可以較好的保證其大徑公差
H7。
2)花鍵的配合實質是齒側配合。花鍵聯接中,所有外花鍵的齒同時與所有的內花鍵的齒槽相嚙合。花鍵齒的齒形偏差對于側隙的影響要比齒輪的齒形偏差對齒輪嚙合側隙影響要大。
花鍵的配合分為三大類:間隙配合、過渡配合與過盈配合。花鍵的配合性質取決與最小作用側隙和最大實際側隙。最小作用側隙=內花鍵最小作用齒槽寬-外花鍵最大作用齒厚,最大實際側隙=內花鍵最大實際齒槽寬-
外花鍵最小實際齒厚。 tbi花鍵聯接的配合是采用了基孔制,即保持內花鍵的最小作用齒槽寬不變,通過改變外花鍵的作用齒厚來獲得不同的配合。實際尺寸和作用尺寸的概念是有一個演變過程。以內花鍵為例來加以說明。圖中所表示的各齒槽均為基本齒槽寬,由于在實際生產過程中因機床的精度、刀具的磨損以及各種熱處理的變形導致內花鍵的齒槽寬具有齒距累積誤差、齒形誤差和齒向誤差。因此即使實際齒槽寬合格,也有可能導致一個理想的外花鍵無法與之相配合。這是我們根據最大實體效應而引入一個作用尺寸的概念。即作用齒槽寬是一個理想外花鍵在零側隙下的齒厚。
臺灣TBI滾珠花鍵RLBF016花鍵加工可能存在的問題:鍵寬尺寸超差:產生原因主要是用單刀銑削時,切削位置調整不準或者刀具端面刃跳動量過大。可以通過準確調整銑刀切削位置,更換墊圈,重新安裝銑刀的方式進行改善。

精度等級
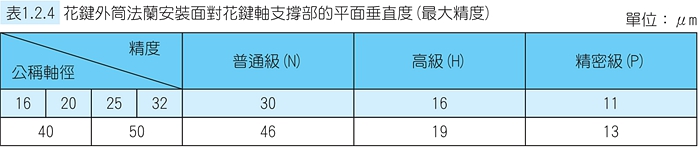
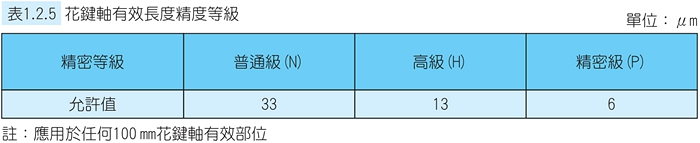
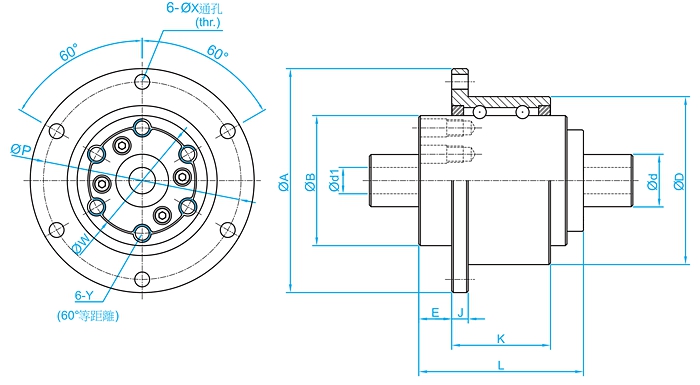
TBI旋轉式滾珠花鍵的精度是用花鍵外簡外徑對花鍵軸支撐部的擺動來表示的。它分為普通級(N)\高級(H)\精密級(P)。測試項目如下圖所示:
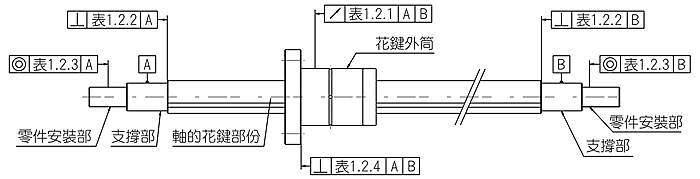
精度規格
滾珠花鍵的各測試項目如下表1.2.1~1.2.5所示



尺寸圖:

上一篇:TBI法蘭滾珠花鍵SOF020









