



優(yōu)勢特點(diǎn):臺灣TBI滾珠絲桿花鍵RBLY02020,直徑為20mm,螺桿螺母對稱安裝孔的距離為31mm,螺桿螺母對稱安裝孔的距離為45mm。TBI滾珠絲桿由螺桿、螺母、鋼球、預(yù)壓片、反向器、防塵器組成。由于TBI花鍵軸多齒工作,所以承載能力高,對中性、導(dǎo)向性不錯(cuò),而其齒根較淺的特點(diǎn)可以使其應(yīng)力集中小。
RBLY旋轉(zhuǎn)式滾珠螺桿花鍵尺寸表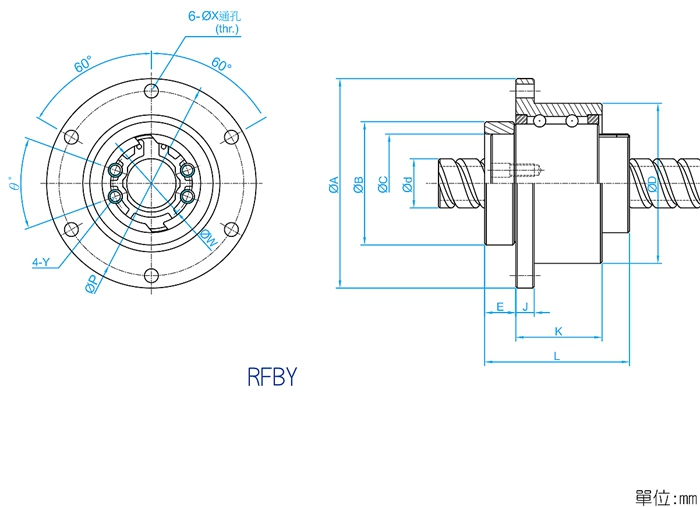
| 型號 |
軸 徑 d |
導(dǎo) 程 I |
珠 徑 Da |
珠 圈 數(shù) |
支承軸承 額定負(fù)荷 |
螺帽尺寸 |
滾珠螺帽 額定負(fù)荷 |
||||||||||||||
|
Ca (kgf) |
Coa (kgf) |
D | A | B | L | C | E | J | K | P | X | W | Y | θ |
Ca (kgf) |
Coa (kgf) |
|||||
|
RBLY (RFBY) 02020 |
20 | 20 | 3.175 | 1.8x2 | 1066 | 2452 |
±0 62 -0.007 |
78 |
±0 50 -0.025 |
53.5 |
+0.025 39 ±0 |
11 | 7 | 34.5 | 70 | 4.5 | 31 | M5 | 40 | 1387 | 3515 |
| 型號 |
軸 徑 d |
通孔 直徑 d1 |
滾 珠 列 |
花鍵軸承套尺寸 |
滾珠螺帽 額定負(fù)荷 |
||||||||||
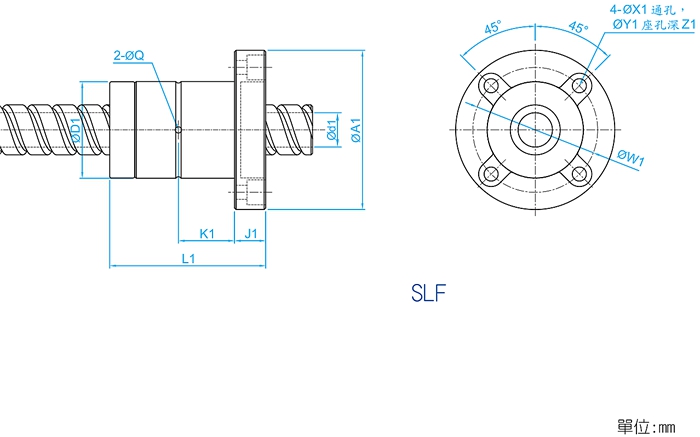
| D1 | A1 | L1 | J1 | K1 | W1 | X1 | Y1 | Z1 | Q |
Ca (kgf) |
Coa (kgf) |
||||
|
RBLY (SLF) 02020 |
20 | 14 | 2 |
±0 35 -0.016 |
58 | 56 | 10 | 18 | 45 | 5.5 | 9.5 | 5.4 | 2 | 724 |
1109 |
TBI滾珠絲桿RBLY02020特點(diǎn)
1.高效率:TBI滾珠絲桿RBLY02020的絲杠軸與螺母之間以滾珠滾動(dòng)方式實(shí)現(xiàn)滾動(dòng)摩擦,與過去的滑動(dòng)絲杠相比驅(qū)動(dòng)扭矩降低到1/3以下,即達(dá)到同樣運(yùn)動(dòng)結(jié)果所需的動(dòng)力為使用滾動(dòng)絲杠的1/3,進(jìn)口TBI絲杠可以達(dá)到97%的傳動(dòng)效率。
2.預(yù)緊及高剛性:TBI滾珠絲桿可以加預(yù)壓,由于預(yù)壓力可使軸向間隙達(dá)到負(fù)值,進(jìn)而得到較高的剛性(滾珠絲杠內(nèi)通過給滾珠加預(yù)壓力,在實(shí)際用于機(jī)械裝置等時(shí),由于滾珠的斥力可使絲母部的剛性增強(qiáng)),高壽命。
3.高壽命:TBI滾珠絲桿之螺母,絲桿硬度均達(dá)到HRC58-62,滾珠硬度達(dá)到HRC62-66,且他們之間是滾動(dòng)摩擦,故TBI絲杠在設(shè)計(jì)適當(dāng)?shù)那疤嵯驴蓪?shí)現(xiàn)較高的疲勞壽命和精度壽命
4.高精度的保證:TBI滾珠絲桿在研削、組裝、檢查各工序的工廠環(huán)境方面,對溫度·濕度進(jìn)行了嚴(yán)格的控制,由于完善的品質(zhì)管理體制使精度得以充分保證。精度公差:C10,C7,C5,C3,C2,C1--數(shù)字越小,精度越高。
5.可實(shí)現(xiàn)微量及高速進(jìn)給:TBI滾珠絲杠不會(huì)產(chǎn)生如滑動(dòng)螺旋中的蠕動(dòng)現(xiàn)象,所以能實(shí)現(xiàn)正確的微量進(jìn)給;只要進(jìn)給脈沖足夠小,TBI滾珠絲桿可實(shí)現(xiàn)亞微米級的微量進(jìn)給。又因滾珠絲桿發(fā)熱低,而且能制作大導(dǎo)程絲桿,所以能實(shí)現(xiàn)高速進(jìn)給;在保證低于滾珠絲桿臨界轉(zhuǎn)速的前提下,大導(dǎo)程TBI滾珠絲桿可實(shí)現(xiàn)100m/min甚至更高的進(jìn)給速度。
TBI滾珠花鍵RBLY02020加工方法 :花鍵軸的加工方法是有很多的。主要是采用滾切、銑削和磨削等切削加工方法,也可采用冷打、冷軋等塑性變形的加工方法。
1、滾切法:用TBI花鍵軸滾刀在花鍵軸銑床或滾齒機(jī)上按展成法加工, 這種方法生產(chǎn)率和精度均高,適用于批量生產(chǎn)。
2、銑削法:在萬能銑床上用專門的成形銑刀直接銑出齒間輪廓,用分度頭分齒逐齒銑削;若不用成形銑刀,也可用兩把盤銑刀同時(shí)銑削一個(gè)齒的兩側(cè), 逐齒銑好后再用一把盤銑刀對底徑稍作修整。銑削法的生產(chǎn)率和精度都較低,主要用在單件小批生產(chǎn)中加工以外徑定心的TBI滾珠花鍵軸和淬硬前的粗加工。
3、磨削法:用成形砂輪在花鍵軸磨床上磨削花鍵齒側(cè)和底徑,適用于加工淬硬的花鍵軸或精度要求更高的、特別是以內(nèi)徑定心的花鍵軸。4、冷打法:在專門的機(jī)床上進(jìn)行。對稱布置在工件圓周外側(cè)的兩個(gè)打頭,隨著工件的分度回轉(zhuǎn)運(yùn)動(dòng)和軸向進(jìn)給作恒定速比的高速旋轉(zhuǎn),工件每轉(zhuǎn)過1齒,打頭上的成形打輪對工件齒槽部錘擊1次,在打輪高速、高能運(yùn)動(dòng)連續(xù)錘擊下,工件表面產(chǎn)生塑性變形而成花鍵。冷打的精度介于銑削和磨削之間,效率比銑削約高5倍左右,冷打還可提高材料利用率
上一篇:RBLY01616
下一篇:RBLY02525








