臺灣TBI滾珠絲桿SFNIR3210屬于高防塵絲桿,直徑為32mm,導程為10mm,螺母對稱安裝孔的距離為70mm。滾珠絲桿導程也稱螺距,即絲桿每旋轉一周螺母直線運動的距離,常見導程有1、2、4、6、8、10、16、20、25、32、40,中小導程現貨產品一般只有5、10,大導程一般有1616、2020、2525、3232、4040其他規格多數廠家見單生產。
淺談SFNIR3210TBI絲杠與梯形絲杠的對比
1、與滑動絲杠相比驅動力矩為1/3:由于滾珠絲桿的絲杠軸與絲母之間有很多滾珠在做滾動運動,所以能得到較高的運動效率。與過去的滑動絲杠副相比驅動力矩達到1/3以下,即達到同樣運動結果所需的動力為使用滾動絲杠的1/3。在省電方面很有幫助。
2、高速進給可能:滾珠絲杠由于運動效率高、發熱小、所以可實現高速進給(運動)。 滾珠絲桿副的構造:滾珠絲桿在絲母部分的構造上有獨到之處按滾珠的循環方式可分為①彎管式 ②回球器式 ③端蓋式。
3、高精度的保證:滾珠絲桿是用日本制造的世界最高水平的機械設備連貫生產出來的,特別是在研削、組裝、檢查各工序的工廠環境方面,對溫度?濕度進行了嚴格的控制,由于完善的品質管理體制使精度得以充分保證。
4、無側隙、剛性高:滾珠絲桿可以加予壓,由于予壓力可使軸向間隙達到負值,進而得到較高的剛性(滾珠絲桿內通過給滾珠加予壓力,在實際用于機械裝置等時,由于滾珠的斥力可使絲母部的剛性增強)。
5、微進給可能:滾珠絲桿由于是利用滾珠運動,所以啟動力矩極小,不會出現滑動運動那樣的爬行現象,能保證實現精確的微進給。
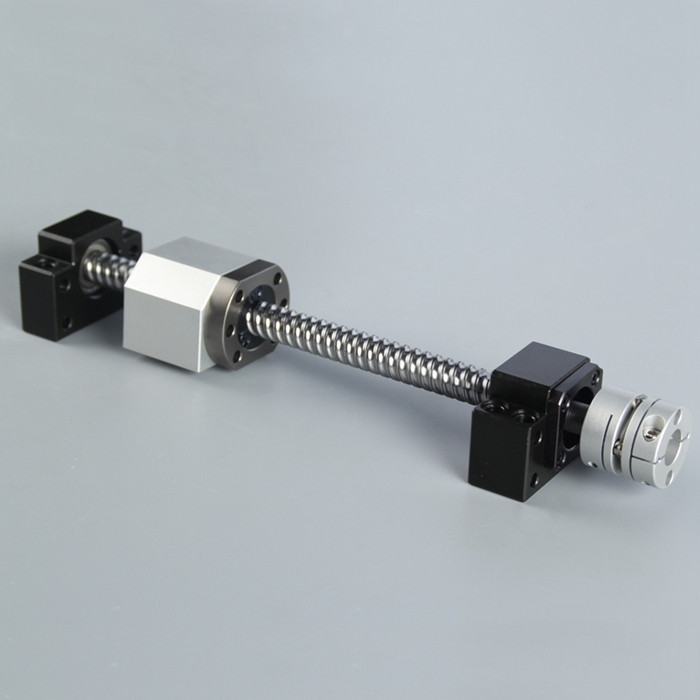
臺灣TBI高防塵絲桿SFVR1210,直徑為12mm,導程為10mm,螺母對稱安裝孔的距離為40mm.由于滾珠絲杠直接影響數控機床的精度、參數以及制造成本,因此在機床的設計中必須合理地選用滾珠絲杠副并進行一系列的計算校核
與一般之標準品比較,其額定負荷大幅提升約2~3倍以上,可承受較大的軸向負荷與高加減速之特性。 重負荷短行程之滾珠螺桿,使用于全電式射出成形機,其潤滑位置的配置極為重要。
TBI滾珠絲杠SFVR1210故障檢修操作實例
1.跟蹤誤差過大報警故障的檢修
故障現象:XKTl3加工過程中x軸出現跟蹤誤差過大報警。
故障分新及檢修:該機床采用閉環控制系統,伺服電動機與絲桿采用直聯的連接方式。在檢查系統控制參數無誤后,拆開電動機防護罩,在電動機伺服帶電的情況下,用手擰動絲桿,發現絲桿與電動機有相對位移,可以判斷是由于電動機與絲桿連接的脹緊套松動所致。
2.z向移動時有明顯的機械抖動故障的檢修
故障現象:車床在z向移動時有明顯的機械抖動。
分析及處理過程:該機床在z向移動時,明顯感受到機械抖動-,在檢查系統參數無誤后,將z軸電動機卸下,單獨轉動電動機,電動機運行平穩。用扳手轉動絲桿,振動手感明顯。拆下z軸絲桿防護罩,發現絲桿上有很多小鐵屑及臟物,初步判斷為絲桿故障引起的機械抖動。拆下滾珠絲杠副,打開絲桿螺母,發現螺母反向器內也有很多小鐵屑及臟物,造成鋼球運轉流動不暢,時有阻滯現象。用汽油認真清洗,清除雜物后重新安裝,調整好間隙,故障排除。
3.加工尺寸不穩定,尺寸超差且元規律故障的檢修
故障現象:某加工中心運行9個月后,發生z軸方向加工尺寸不穩定,CRT及伺服放大器無任何報警顯示。
故障分新及檢修:該加工中心采用三菱M3系統,交流伺服電動機與滾珠絲杠SFVR1210通過聯軸器直接連接。根據故障現象分析故障原因可能是聯軸器連接螺釘松動,導致聯軸器與滾珠絲杠或伺服電動機間產生滑動。對z軸聯軸器聯接進行檢查,發現聯軸器的6只緊定螺釘都出現松動。緊固螺釘后,故障排除。
臺灣TBI高防塵絲桿SFVR1210,直徑為12mm,導程為10mm,螺母對稱安裝孔的距離為40mm.由于滾珠絲杠直接影響數控機床的精度、參數以及制造成本,因此在機床的設計中必須合理地選用滾珠絲杠副并進行一系列的計算校核
上一篇:TBI滾珠絲桿_SFVR1210_SFNIR3210_等級精度安裝
下一篇:TBI滾珠絲桿_SFVR1605_SFSR1616_代理商正品官網