



優勢特點:TBI滾珠花鍵RLSF032是具有較緊湊的結構,能夠傳遞超額的載荷及動力,并具有較長的壽命。滾珠花鍵軸都取決于其具有以下幾個方面的優良特性:傳動效率高、定位精度高、傳動可逆性、使用壽命長、同步性能好、價格優、交貨期快。

TBI滾珠花鍵RLSF加工方法 :花鍵軸的加工方法是有很多的。主要是采用滾切、銑削和磨削等切削加工方法,也可采用冷打、冷軋等塑性變形的加工方法。
1、滾切法:用TBI花鍵軸滾刀在花鍵軸銑床或滾齒機上按展成法加工, 這種方法生產率和精度均高,適用于批量生產。
2、銑削法:在萬能銑床上用專門的成形銑刀直接銑出齒間輪廓,用分度頭分齒逐齒銑削;若不用成形銑刀,也可用兩把盤銑刀同時銑削一個齒的兩側, 逐齒銑好后再用一把盤銑刀對底徑稍作修整。銑削法的生產率和精度都較低,主要用在單件小批生產中加工以外徑定心的TBI滾珠花鍵軸和淬硬前的粗加工。
3、磨削法:用成形砂輪在花鍵軸磨床上磨削花鍵齒側和底徑,適用于加工淬硬的RLSF花鍵軸或精度要求更高的、特別是以內徑定心的花鍵軸。4、冷打法:在專門的機床上進行。對稱布置在工件圓周外側的兩個打頭,隨著工件的分度回轉運動和軸向進給作恒定速比的高速旋轉,工件每轉過1齒,打頭上的成形打輪對工件齒槽部錘擊1次,在打輪高速、高能運動連續錘擊下,工件表面產生塑性變形而成花鍵。冷打的精度介于銑削和磨削之間,效率比銑削約高5倍左右,冷打還可提高材料利用率.



選擇預壓
TBI滾珠花鍵的預壓對精度、耐負荷性能以及性都??有很大的影響,因此需要根據使用用途選定恰當的間隙(預壓)。各型的問原值已經被規格化?因此可根接使用條件進行通當的選定。
旋轉方向間隙
在滾珠花鍵中,將圓周方向間隙的總和作為旋轉方向間隙并目進行了規格化。
預壓與剛性
預壓是以消除旋轉方向間隙,提高剛性為目的,事前給滾珠施加負荷。當施加預壓時滾珠花鍵能根據預壓的強度消除旋轉方向的間隙而增加剛性。如圖1顯示了當施加旋轉扭矩時旋轉方向的位移。圖2顯示了預壓的效果一直保持到預壓負荷的2.8倍為止。無預壓時相比,相同扭矩時的變位量為1/2,剛性在兩倍以上。
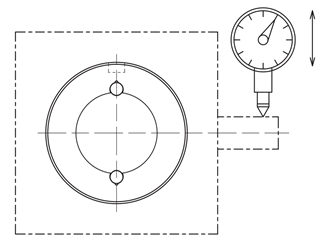
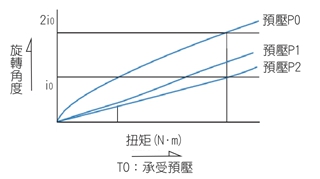
圖1 圖2
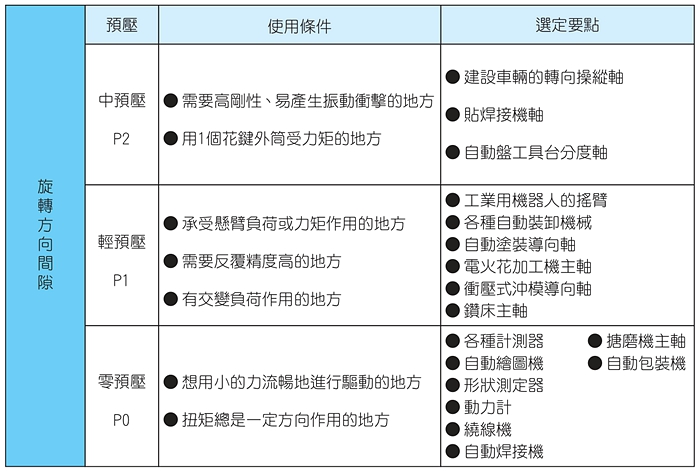
使用條件與預壓的選擇
在圖1中,表示了根據滾珠花鍵的使用條件,選定旋轉方向間隙的基準。滾珠花鍵的旋轉方向間隙對花鍵外筒的精度或剛性有很大的影響。因此?根據用途選定適當的間隙是很重要的。一般來說,都使用有預壓的產品。在進行反復旋轉運動或往返直線運動時,由于會有很大的振動沖擊,所以施加預壓,會顯著提高壽命和精度。
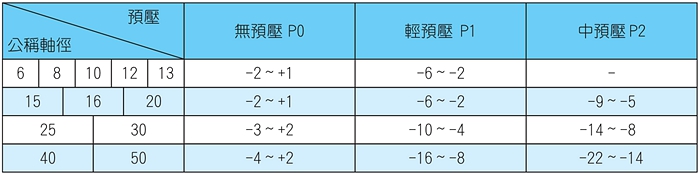
滾珠花鍵旋轉方向間隙的選定基準
滾珠花鍵的旋轉方向間隙

精度等級
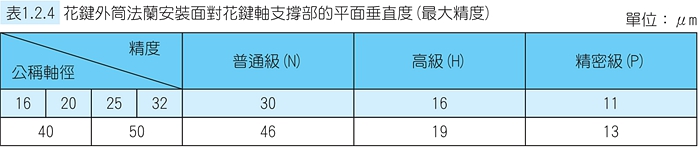
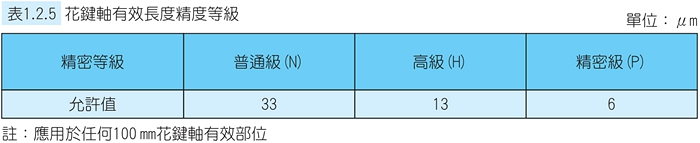
滾珠花鍵的精度是用花鍵外簡外徑對花鍵軸支撐部的擺動來表示的。它分為普通級(N)\高級(H)\精密級(P)。測試項目如下圖所示:
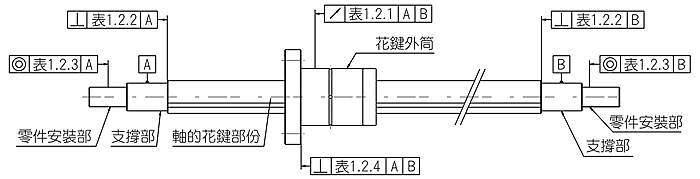
精度規格
滾珠花鍵的各測試項目如下表1.2.1~1.2.5所示




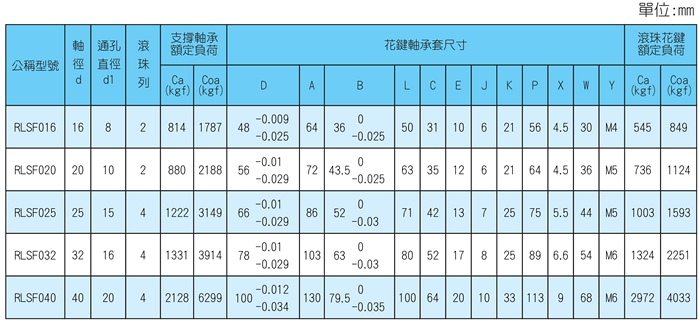
TBI滾珠花鍵RLSF032是具有較緊湊的結構,能夠傳遞超額的載荷及動力,并具有較長的壽命。滾珠花鍵軸都取決于其具有以下幾個方面的優良特性:傳動效率高、定位精度高、傳動可逆性、使用壽命長、同步性能好、價格優、交貨期快。










